| |
| |
 |
Tvarové
řezání |
|
|
| |
|
|
|
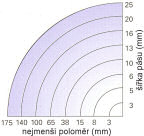
Pro výběr
optimálního pilového pásu, který je nejvhodnější pro
tvarové řezání, určíme nejmenší poloměr řezu a vybereme z
diagramu odpovídající šířku pásu (čím menší řezaný poloměr,
tím užší pás ). |
|
 |
|
|
|
Pilové pásy
Eberle jsou velmi kvalitní nástroje. Pro zajištění
optimálního řezného výkonu a dlouhé životnosti je
nutné správné použití, tedy i výběr pilového pásu. |
|
|
|
| |
|
|
Napínání pilového pásu |
|
| |
|
|
Před každým
řezáním s novým pilovým pásem by mělo být zkontrolováno
napnutí pásu. Při případném řezání po delší časové době, kdy
zařízení nebylo používáno, je nutné pilový pás dotáhnout.
Pilové pásy Eberle duoflex se předepínají na napětí 250-300
N/mm2. |
| |
|
|
Vedení pilového pásu |
|
| |
|
Přesnost řezu
závisí na nastavení vodítek pilového pásu (čím jsou blíže
řezanému materiálu, tím je pak řezání preciznější). Při
použití nového pilového pásu by mělo dojít k
řezání pouze s polovičním přítlakem i řeznou
rychlostí než je běžné, až do prořezání cca 300-1000cm2
plochy materiálu. Velikost přítlaku i řezné rychlosti
je možné postupně zvyšovat až na běžné hodnoty.
|
|
Tvar třísek
ukazuje zda jsou přítlak a řezné podmínky správně
nastaveny. |
| |
|
tříska
A - velmi jemná nebo drobivá tříska ukazuje, že velikost
přítlaku by měla být vyšší |
|
|
|
tříska
B - tlustá nebo do modra zbarvená tříska ukazuje, že je
pilový pás přetížen |
|
|
|
tříska
C - spirálová tříska ukazuje ideální řezné podmínky |
| |
|
|
|
|
Chlazení a mazání |
|
| |
|
Chlazení a
mazání je nezbytné při zpracovávání kovových materiálů. V
případě hliníku a jeho slitin je chladící medium vždy
použito pro odvod třísek a tedy zachování vysoké kvality
konečného povrchu. Mazání není vhodné pro litinu, mosaz a
některé nekovové materiály jako jsou plasty, grafit atd. |
| |
 |
|
©
Legnex spol. s r.o. ,
Želivského 5 ,
46604 Jablonec nad Nisou |








